
Category: Uncategorized
The P&ID Review – a Checklist
As a process engineer, one of the delights(!) awaiting you will be the P&ID review. Either, you’ll have responsibility for checking or approving P&IDs on a project (major or minor) generated within your organisation or provided by a supplier.
It’s one of those things that process engineers are expected to pick up on the job, usually by some form of osmosis, rather than helpful mentoring!
There’s one overriding principle to apply:
Think through the functions being served by each piece of equipment and continually ask whether what’s represented on the P&ID can fulfil each function. And remember the modes of operation, startup, shutdown and maintenance.
So here’s a checklist of things to look for:
-
- Is the purpose of the P&ID issue clear from the description e.g. Issued for HAZOP, Approved for Design etc.?
- Are all the notes accurately and appropriately referenced?
- Is the layout clear so that each line can be easily followed and not mistaken?
- Is there continuity of line numbering across each P&ID interface?
- Are there sufficient vents and drains to allow equipment to be prepared for maintenance or reinstated afterwards?
- Locate the HP/LP interfaces and ensure there is protection in place – either an open path to a relief device or vent, or a locked valve.
- Ensure piping specification breaks are clearly identified and line numbering follows the correct convention.
- Are the major process variables measured and controlled appropriately?
- Do the isolations e.g. double block and bleed, comply with the isolation philosophy?
- Are control valves clearly marked with the failure position on loss of motive fluid?
- Do the failure modes of control valves present a hazard?
- Are pressure boundaries respected when shutdown valves close?
- Are there open paths to blowdown valves from all equipment within each blowdown segment, to avoid locked in inventory?
- Are inlet lines to relief valves at least as large, if not larger than the inlet dimension?
- Ensure pressure relief paths are open.
- Are isolation valves upstream of relief valves locked in the correct position?
- Are isolation valves downstream of relief valves locked open (if present) even on standby relief valves?
- Are the slopes shown on lines in the correct direction to allow liquids to drain and not accumulate in the wrong places?
- Is there appropriate heat tracing and insulation provided on lines/bridles for winterisation?
- Is there appropriate insulation provided for personnel protection?
- Is instrumentation located suitably to avoid measurement interference?
- Are vents and drains to atmosphere which should normally be in the closed position shown with blanks or plugs?
- Are piping and instrumentation connected to the correct nozzles on equipment?
- Ensure there is no duplication of tag numbers.
Some initial thoughts on process engineering in operations
I’ve worked a few times as a process engineer in an operational role directly supporting operations – an oil refinery hydrogen and hydrocracking unit, an oil stabilisation and gas fractionation terminal, and an oil producing FPSO. A grand total of ~10 years of not knowing what’s going to come your way from one day to the next! One of the hallmarks of operations is its dynamic nature. Things are constantly changing on the plant. From the process variables through to the fabric of the equipment and everything in between. All these changes need to be recognised and controlled in some way to prevent a loss of product quality, interruptions to production, or potential safety incidents.
As a process engineer supporting operations your main job is to figure out what variables are important to the business and ensure adequate controls are in place and working. Over and above this, there are usually a million and one requests for information from all sorts of people, including projects, business development, central technical functions and commercial departments. All of whom want to mess with your plant in some way!
So how do you survive and thrive as a process engineer supporting operations? Some initial thoughts which I’ll come back to and develop in a later post.
1. Accept the fact – things will change hour to hour, day to day, week to week, month to month…..and as a result you need to hold priorities loosely or re-frame them at a macro level in terms of overall business objectives which largely don’t change.
2. Get to know the plant. Where is it ticklish, what changes is it particularly sensitive to, what are its real limits, what margins does it need to operate stably? This requires careful observation over time to identify patterns. And it requires regular communication with control room operators.
3. Establish the root causes of operating problems and go after them relentlessly. This requires a working knowledge of the equipment and how all the components are linked together. Process engineers are responsible for the “process” i.e. the series of sequential steps used to transform raw materials to finished products. Therefore, for any issue, you need to go back upstream to look for potential causes and go downstream to establish how the issue affects the rest of the plant. Pay particular attention to recycles and points of accumulation. These can be at a chemical component level as well as total material.
4. Accept the fact – there will always be more to do than time available to do it. You need to be selective in choosing which problems to work on. #2 and #3 above are critical to selecting the right things.
I’m Chartered – now what?
Achieving Chartered Engineer status is a career milestone. You’re recognised as attaining a certain level of professional competence and commitment to the discipline. But like all milestones, it’s just a marker on the journey not the destination. Excelling as an engineer requires a lifelong commitment to learning and developing your competence and skills. So here are some thoughts on a what a few next steps might look like:
- Find a mentor. It’s always useful to have a mentoring relationship (formal or informal) with at least one other experienced engineer, whom you trust and respect, and can continue to learn from.
- Keep learning. Competence is completely dependent on your knowledge and how you apply that knowledge through practice. How do you gain and apply new knowledge? One way is to continue studying the subject – don’t just rely on quick answers through internet search engines – read some books! I’ll post some recommendations for your bookshelf.
- Make presentations. Find opportunities to present things you’ve worked on or are working on. Lunch and learns, local IChemE branch events, management presentations, guest lectures at your alma mater….all help you reflect on what you’ve learned, reinforcing the knowledge and giving you fresh insights as you try and communicate those concepts clearly to others.
- Solve a problem. There are all sorts of opportunities lurking in the place you work to solve problems that either, no-one else has noticed or others have tried and failed. Find something and work on it. And importantly write it up – you’ll find the act of writing will help you think through the problem, ask more questions and lead you to dig deeper to get a solution.
The Danger of “Remote Misses”
The term “near miss” was coined by J.T. MacCurdy in a book called The Structure of Morale. He was a Canadian psychiatrist describing how a population subject to bombing, like the London Blitz, comprise three groups of people. 1 – the people killed, 2 – the near misses, and 3 – the remote misses. The near misses survive but are deeply impressed or traumatised by the experience psychologically. They aren’t injured but they’ve witnessed destruction first hand and experienced the horrors. The remote misses are those people who hear the bombs exploding and the sirens wailing but they aren’t caught up in the bombing event itself – it’s in the next street or further away. This group of people respond in the completely opposite way to the near-misses. MacCurdy describes their experience as “a feeling of excitement with a flavour of invulnerability.” The more times this latter group are exposed to remote misses, the more invincible they believe themselves to be.
It’s curious that we’ve adopted the term near misses for a category of safety events in the process industries. These are unplanned events that have the potential to cause, but do not actually result in harm to humans, or damage to the environment or equipment. But what of the majority of us – the people on site, but particularly engineers and managers working remotely from where the events occur? Are these events near misses, or are they in actual fact experienced as remote misses? And if the latter, what effect does this have on the organisation at large in how it thinks about its vulnerability to one of these events becoming much more serious?
Hydrocarbon Releases
Lord Cullen’s t wo volume report of the Public Inquiry into the Piper Alpha Disaster is available through the HSE’s website and it’s well worth taking the time to read.
wo volume report of the Public Inquiry into the Piper Alpha Disaster is available through the HSE’s website and it’s well worth taking the time to read.
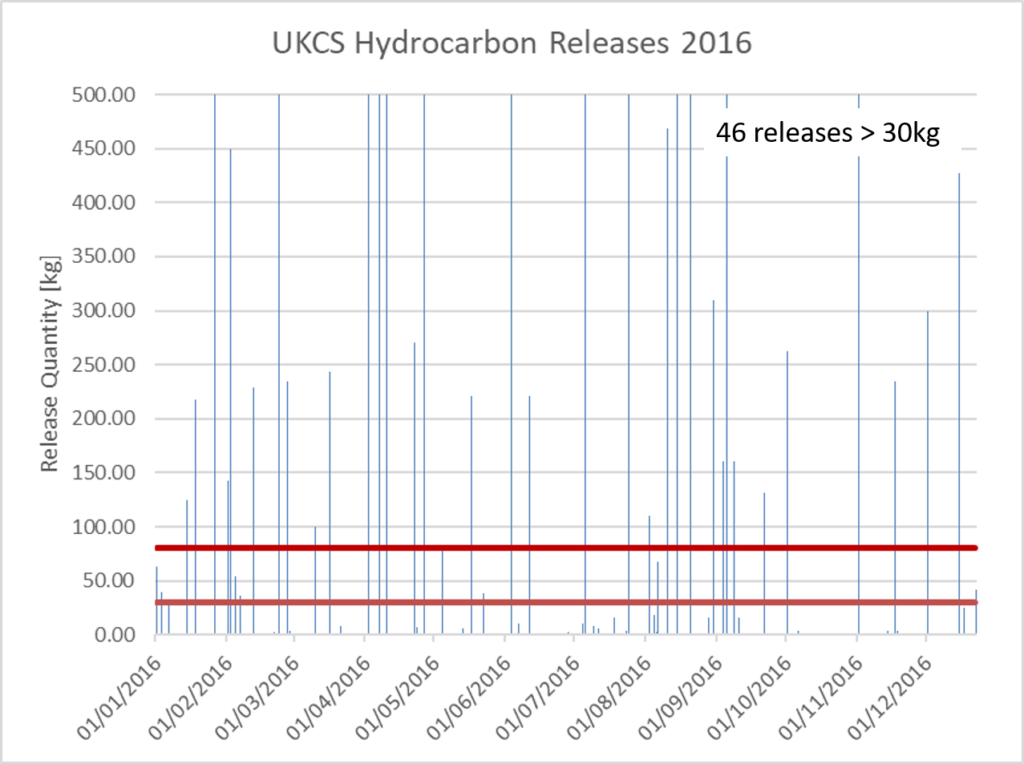
It’s astonishing how an initial hydrocarbon release of between 30 and 80 kg escalated to 167 fatalities on 6 July 1988. Unfortunately, there are still releases of this magnitude (and greater) happening in the offshore industry today. Data for 2016 published by the Health & Safety Executive contains 46 hydrocarbon releases of more than 30 kg. Whilst other protective measures are clearly functioning to prevent these from escalating beyond a loss of containment – it is always much safer to prevent the releases occurring in the first place.
Each of these releases provides an opportunity to understand what went wrong and to prevent it happening again.